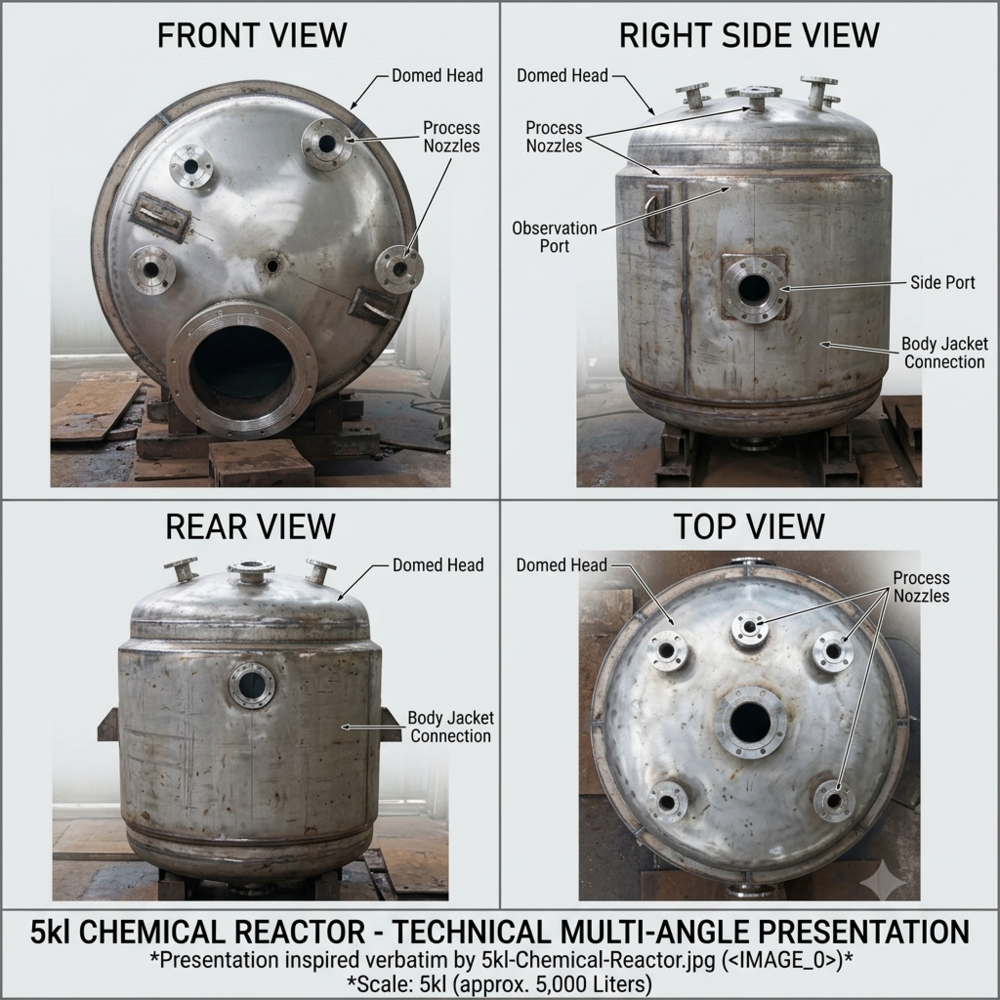
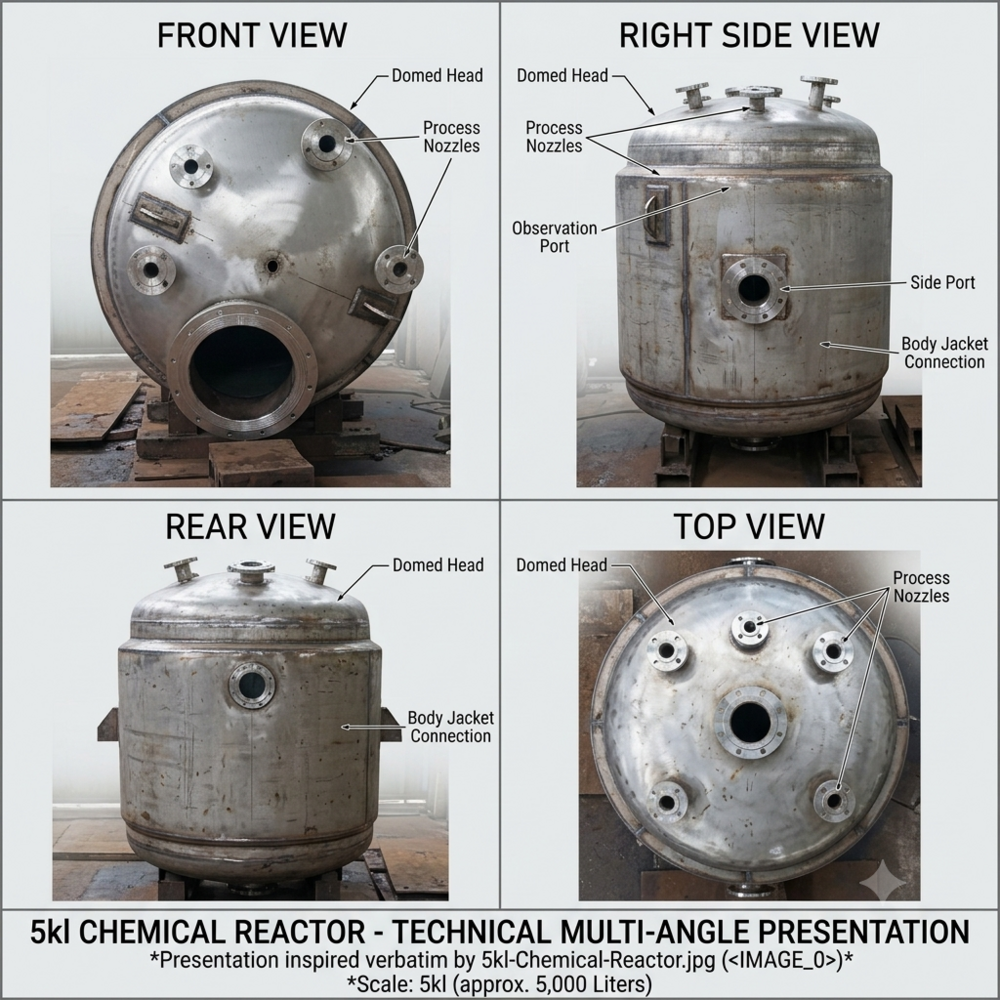
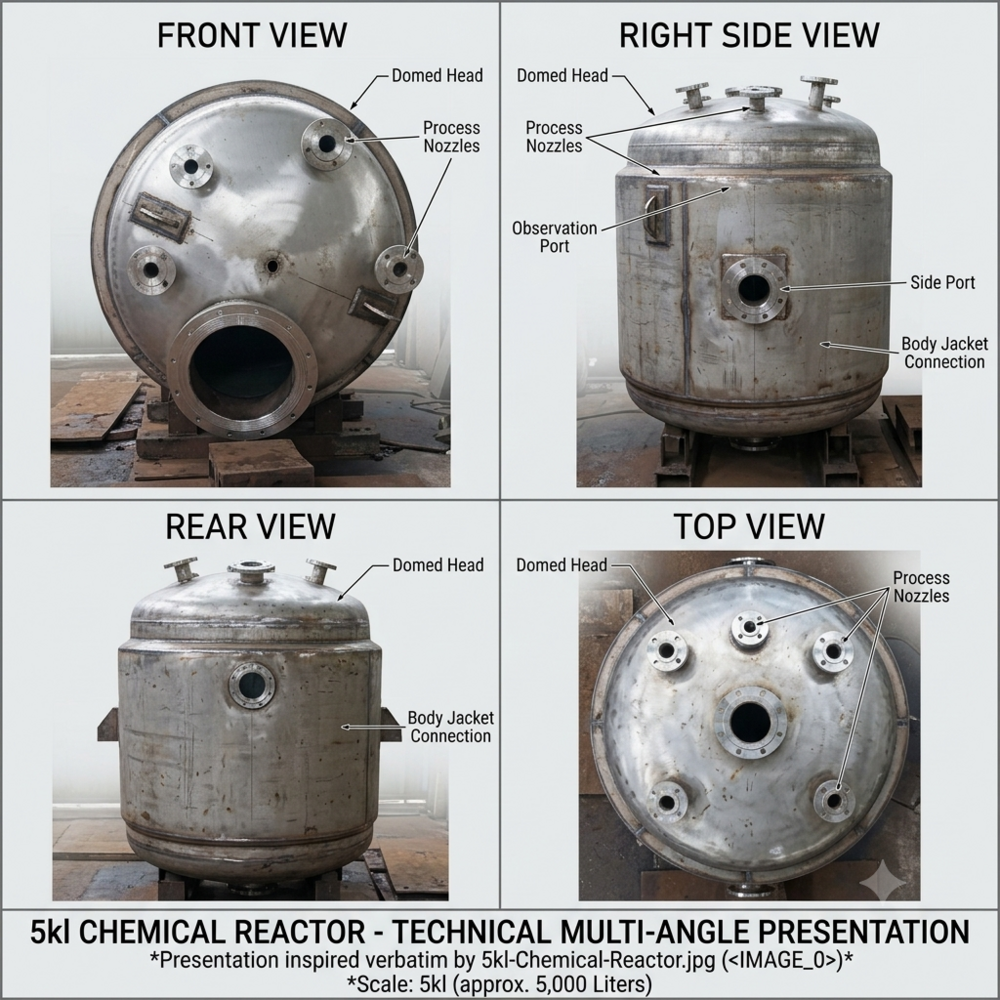
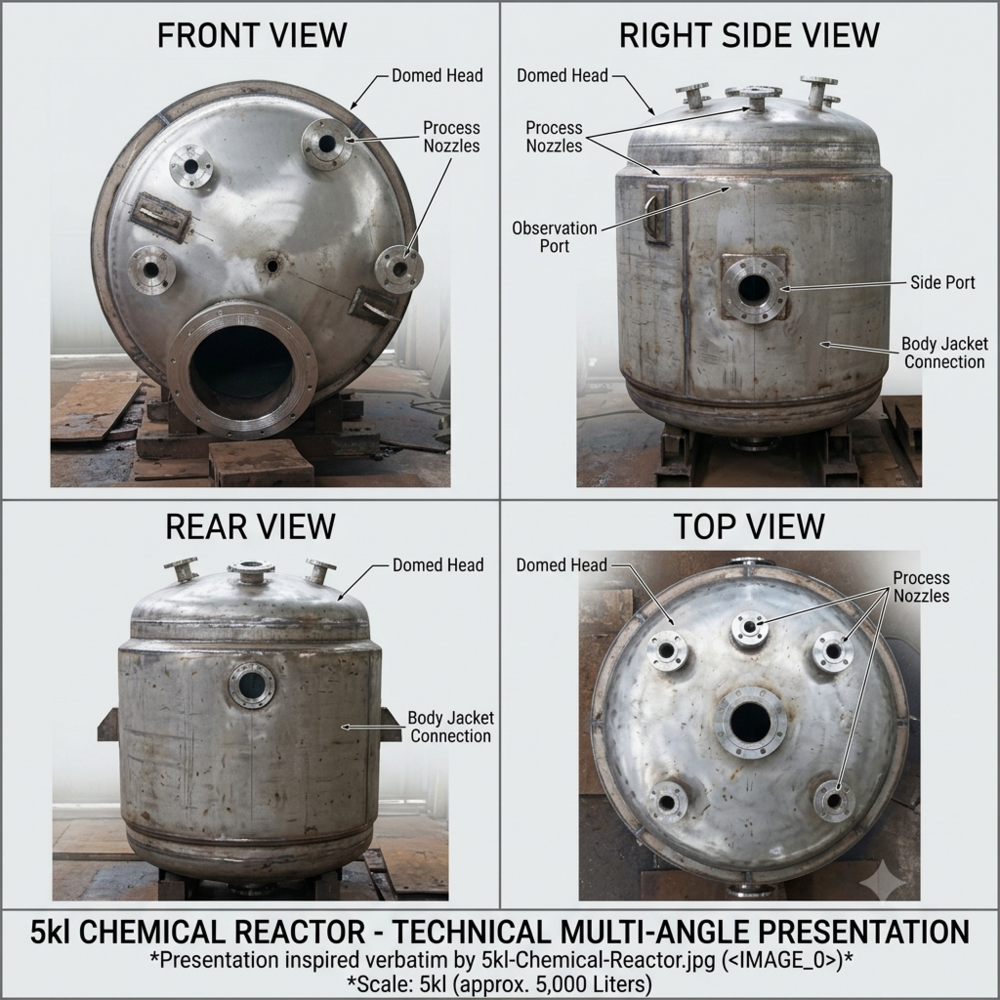
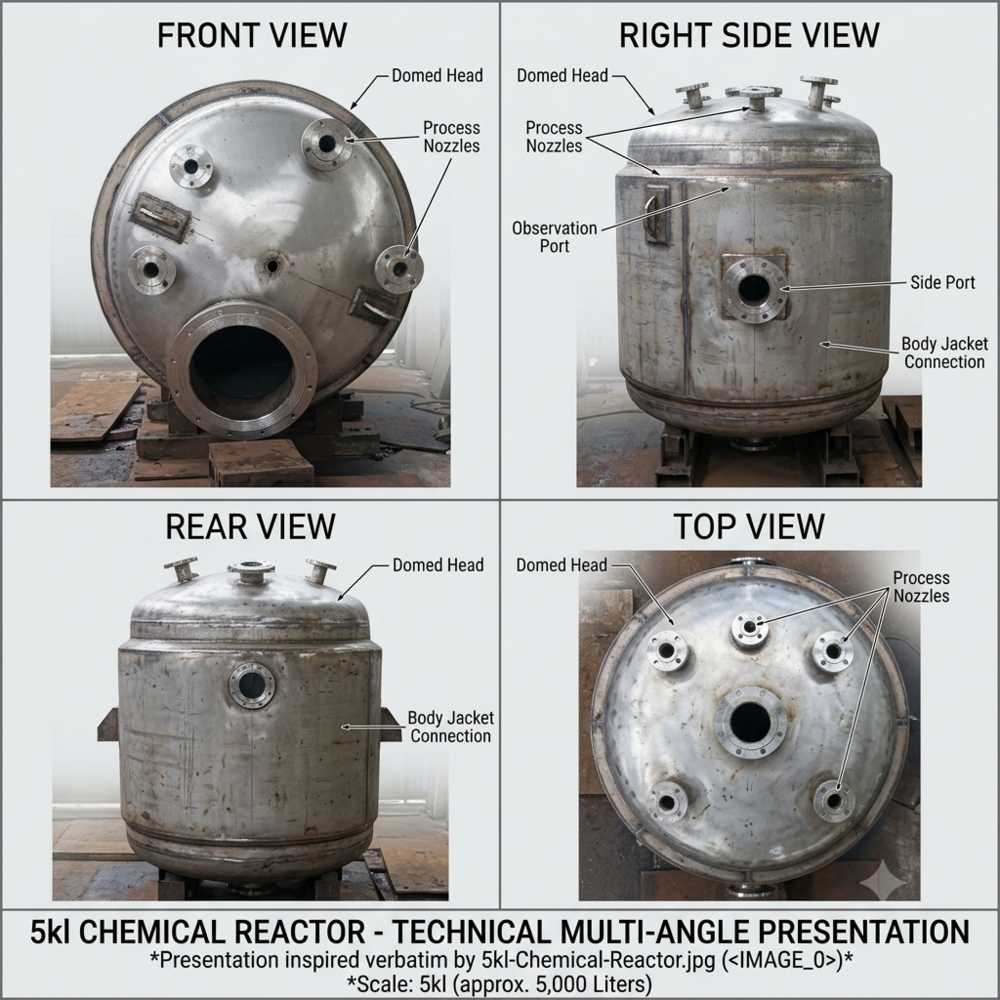
About 5kl Chemical Reactor
Discover the grand innovation-our 5kl Chemical Reactor, crafted for valiant operations and unmatchable results. Stainless steel construction ensures durability, while the fully automatic system accelerates processes with unerring efficiency. With a substantial 5000-liter capacity and broad voltage compatibility (220-440V), this reactor meets the dynamic needs of chemical manufacturers, service providers, and suppliers. Don't miss this last chance special new release, specifically designed for the Indian chemical industry. Achieve unparalleled scalability and productivity while trusting a manufacturer that prioritizes robust quality and reliability.
Bold Solutions for Industry: Application & Features
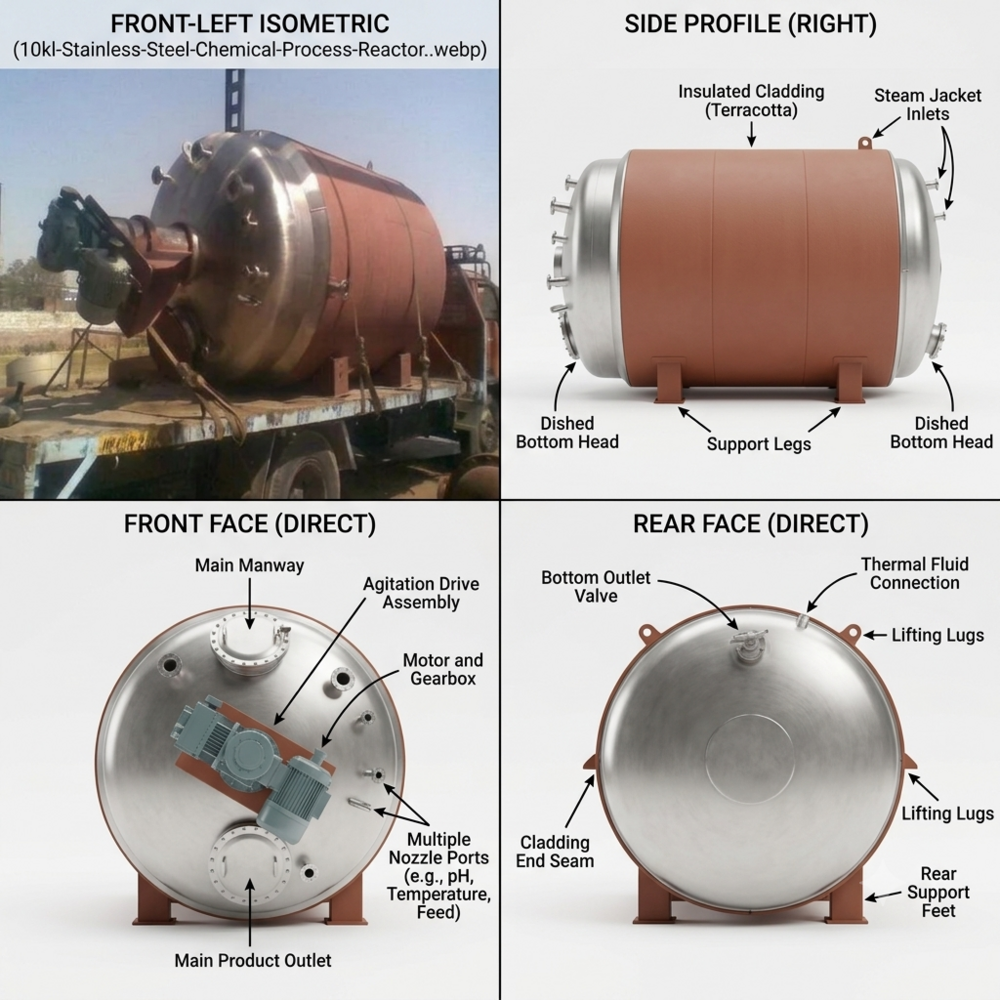
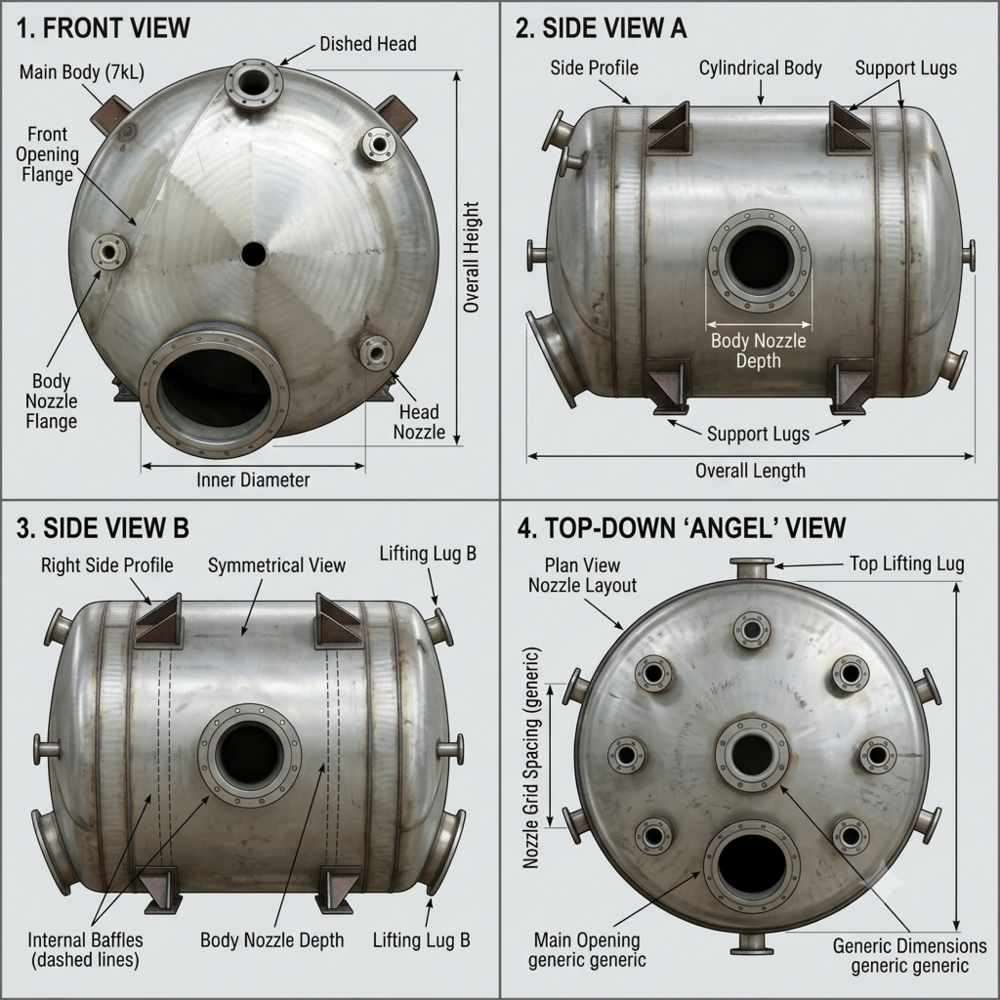
Designed for wide-ranging chemical processes, the 5kl Chemical Reactor excels in polymerization, mixing, and distillation. Its automatic controls provide seamless operation, minimizing manual intervention and promoting safety. The reactor's stainless steel build resists corrosion, enhancing longevity. With a high-volume capacity, it adapts across laboratories, manufacturing plants, and large-scale industrial setups. Easy integration and precise results underscore its advantage for various application methods, making it essential for modern chemical enterprises.
Valuation & Delivery: Commercial Terms and Access
Secure your reactor at the lowest price, available with comprehensive packing & dispatch from major Indian ports. Sample units can be requested for pre-purchase evaluation, ensuring satisfaction before investment. Delivery is streamlined to the main domestic market, guaranteeing rapid and efficient access. Our commitment to proper valuation means you receive reliable, cost-effective solutions tailored to your requirements, making procurement hassle-free and prompt for all chemical industry stakeholders.
FAQ's of 5kl Chemical Reactor:
Q: How does the 5kl Chemical Reactor benefit chemical manufacturers?
A: The 5kl Chemical Reactor enables large-scale production, precise control, and enhanced safety, supporting efficient processing and high-quality outcomes for chemical manufacturers.
Q: What materials are used in constructing the reactor, and why?
A: This reactor is constructed from stainless steel, chosen for its durability, corrosion resistance, and ability to withstand intensive chemical processes over extended periods.
Q: When should I request a sample unit before purchase?
A: You should request a sample unit if you wish to evaluate its features, performance, and compatibility with your specific application needs prior to making a large investment.
Q: Where is the main domestic market for this chemical reactor?
A: The primary domestic market for the 5kl Chemical Reactor is India, supplied efficiently through established packing and dispatch channels from major ports.
Q: How does the automatic feature improve the process?
A: Automatic controls simplify operations, optimize reaction parameters, reduce manual labor, and enhance overall safety throughout the processing cycle.
Q: What application methods is the reactor suited for?
A: The reactor is ideal for continuous or batch processing, including polymerization, mixing, and distillation, adaptable across multiple chemical industry segments.
Technical Details 







 Get Latest Price
Get Latest Price
 Send Inquiry
Send Inquiry Call Me Free
Call Me Free